
www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
1. MECHANICAL DEFECTS
1.1 Stitching
Stitching is a defect which can be detectable both visually and acoustically. Silver dots can be seen
in the reection of the record, forming clusters and chains. This generally happens when records are
incorrectly removed from the mould (usually occurring when both sides of the mould release at the
same time). The visual defect is acceptable, unless it also aects the audio properties.
1.2 Non-fills
These are visible silver lines in the reection on the record, known as nests of ne depressions. This
results in the grooves of the record being incorrectly copied and the compound material is missing
on the upper edge of the groove. The issue usually occurs at the edge of the record, and in lead-in
and lead-out areas. They are not always audible.
www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
Technical Conditions & Disclaimers
Continue to the next page
WHEN DEFECT IS UNACCEPTABLE
An audible defect is not acceptable.
WHEN DEFECT IS UNACCEPTABLE
A critical defect that is almost always
unacceptable if audible.

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
1.3 Scratches (damaged stamper)
A visible scratch on the record that appears on each record in the same place. This occurs when the
stamper has been damaged during the pressing process.
1.4 Scratches (damaged by handling)
There are visible clusters of parallel grooves on the record surface. The principal cause is from rough
handling.
OTHER RISKS: Surface scratches are largely inuenced by the inner sleeve used, which can impact and
cause damage to the record.
RECOMMENDATION: In terms of protecting the record from damage, the most eective option the
poly-lined sleeves, after this we recommend a microtene or PE sleeve, then a PREMIUM printed sleeve
which uses a laminate on the inside.
The lowest protection of records is oered by standard white/black inner sleeves which can cause
hairline scratches on the mirror area and in the grooves. In addition, these sleeves can release ne
paper particles from the edges.
Next is printed paper sleeves and card discobags without the inner lamination, which can also cause
ne scratches on the mirrored area and in the grooves, due to releasing paper residues from the
edges. Although these defects have no inuence on the sound quality, they are undesirable.
The least suitable material are card stocks and art paper that can cause scratches to vinyl records.
These are especially problematic if the inside of the sleeve is also printed.
WHEN DEFECT IS UNACCEPTABLE
All scratches that aect the audio quality.
Scratches that exceed 20mm long and 0.5mm
wide are unacceptable.
WHEN DEFECT IS ACCEPTABLE
The defect must not aect the audio quality.
Hairline and ne scratches must only occur
outside of the audio area.
The length of the scratches must not exceed
20mm and the thickness must not exceed
0.5mm.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
WHEN DEFECT IS UNACCEPTABLE
All scratches that aect the audio quality.
Scratches that exceed 20mm long and 0.5mm
wide are unacceptable.
WHEN DEFECT IS ACCEPTABLE
The defect must not aect the audio quality.
Hairline and ne scratches only on the vinyl
surface, especially on the non-groove/mirror
area. The length of the scratches must not
exceed 20mm and the thickness must not
exceed 0.5mm.
WHEN DEFECT IS UNACCEPTABLE
All defects in this case are unacceptable.
Continue to the next page
1.5 Cold Centre
Due to insucient heating, the centre of the record is deformed and becomes too thick, and or
indented the incorrect way. The centre hole will then be too small.
www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
1.6 Dirt and other residues
The record contains a particle that creates a protrusion or there is paper particles visible on the
surface. This defect is caused by processing of contaminated pressing material (such as burnt pieces
of paper).
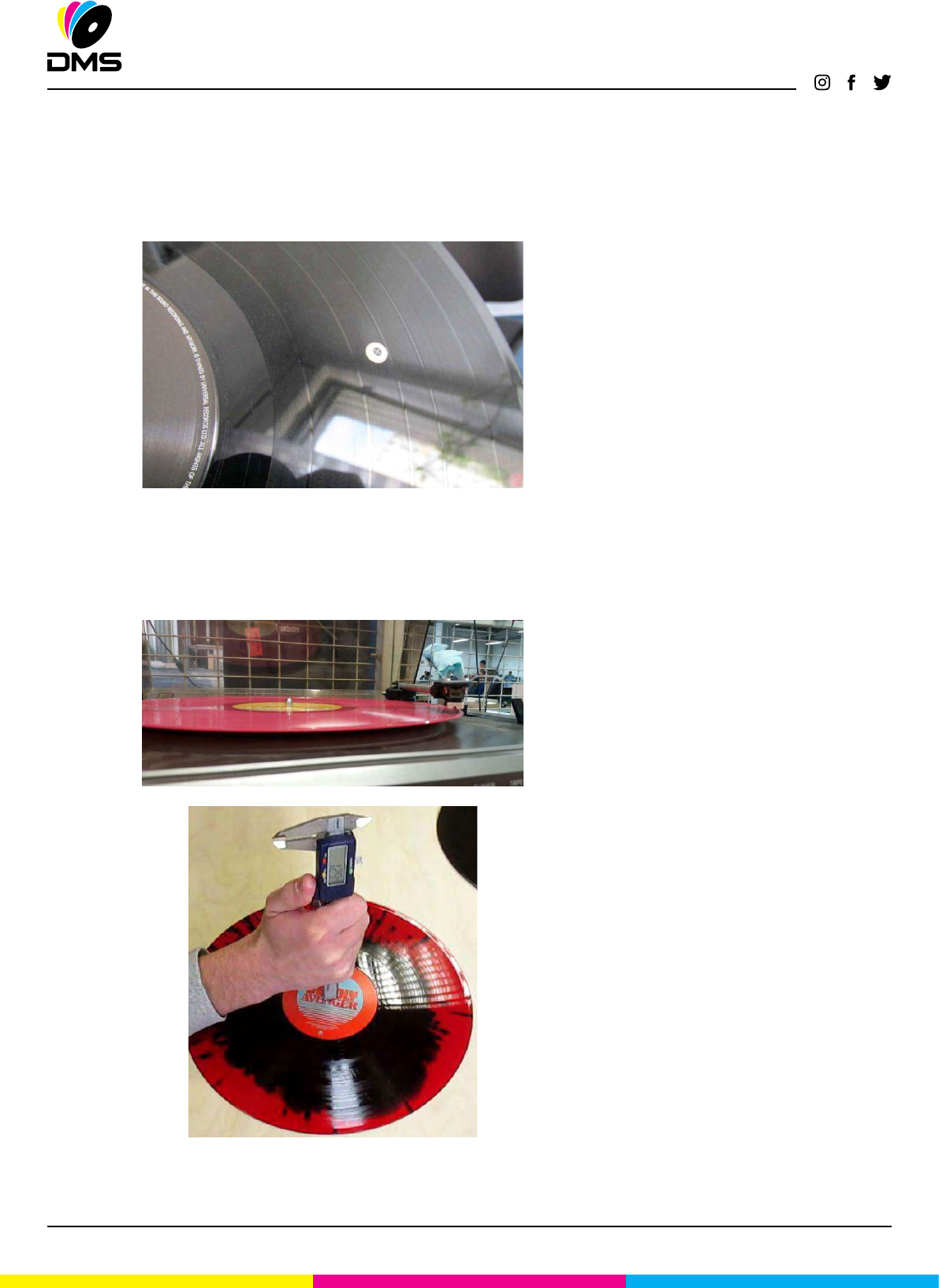
1.7 Warped records
The root cause of warping is high inner tension during the maturing process or long-term unsuitable
storage.
WHEN DEFECT IS UNACCEPTABLE
All defects in this case are unacceptable.
WARPING STANDARDS
There are two ways of measuring
warping:
1. With a special device similar to a
record player, that has a laser deviation
gauge which measures the height
dierence between minimum and
maximum values during rotation from
lead-in to lead-out. Both dish warping
and propeller/saddle warpage can be
measured with this device.
2. With a manual device similar to a
ruler. The record has to lie on an even
surface and the distance between the
surface and the record is measured in
the centre hole. Only dish warping can
be measured with this method.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
1.8 Stains and smudges on records
The vinyl material (puck) contains extraneous ingredients, most often black material. We distinguish
two types of stains/spots – visible dotted stains, mainly black and smudges.
WHEN DEFECT IS UNACCEPTABLE
The area of the spots exceeds 6 mm of the total
area for compact spots and 350 mm of the total
area for not compact spots (smudges).
WHEN DEFECT IS ACCEPTABLE
The accepted area of these spots shall not
exceed 6 mm of the total area for compact,
homogeneous stains whose colour is distinctly
dierent from the rest of the record and 350
mm of the total area for spots (smudges) that
are not compact, but more like a dierent shade
of the same colour as the rest of the record.
The reference area is the entire record area
including the label. The coverage of stains is
calculated as a whole. The total area of all stains
on one side may not exceed the values stated
above.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
1.9 Vinyl colour
The colour does not correspond with the vinyl colour chart.
METALLIC COLOURS - These colours are composed of pigments and metallic particles. The mixing
of these elements can cause dierent shades or ‘waves’ within one record which can be particularly
noticeable in the non-audio areas. This is a characteristic of the colour and cannot be subject to claim.
1.10 Blisters
Blisters usually occur during the process of adding splatters to the puck. When there is insucient
melting of the dierent materials during pressing, bubbles can occur on the vinyl surface, causing an
acoustic issue.
WHEN DEFECT IS ACCEPTABLE
The maximum colour deviation can be judged as
being within two Pantone colour grades.
WHEN DEFECT IS UNACCEPTABLE
A colour deviation of more than two Pantone
colour grades.
WHEN DEFECT IS UNACCEPTABLE
The defect is unacceptable in any
case when the blister exceeds the
vinyl surface.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
2. LABEL DEFECTS
2.1 Label cut
The label design is o centre by more than 2mm and or cropped dierently to the proofs.
2.2 Colour change of label
All labels are subject to a drying process at high temperatures in order to remove excess moisture
which is required to prevent the labels bubbling during pressing. Due to the drying process the labels
may change colour. This eect is more visible on areas of white, light colours and Pantone colours.
Below are some examples (please note, not all eventualities are shown here).
WHEN DEFECT IS UNACCEPTABLE
The cut is o centre by more than 2mm and or
the label text is cut o (providing the text is not
within the recommended safety areas)
WHEN DEFECT IS ACCEPTABLE
The cut is o centre by 2mm or less and without
cutting the label text.
Colour before drying and pressing Colour after drying and pressing
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
2.3 Wrong labels
The labels do not match the label proofs. Dierent labels have been used or the labels of each side
have been switched.
2.4 Double labels
The label is blown throughout the entire surface and is doubled.
WHEN DEFECT IS UNACCEPTABLE
A critical defect that is always
unacceptable.
WHEN DEFECT IS UNACCEPTABLE
The defect is unacceptable in any
case.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
2.5 Cracked label
The labels can crack during the pressing process and label parts are shifted.
RISKS TO BE AWARE OF: Cracked labels occur mostly on multi-coloured records with eects. The
unpredictable paper tension during pressing can cause cracks or label folding issues, due to the use
of dierent compound materials which can have varying properties.
2.6 Blisters on labels - Picture Discs
The picture disc foil incorrectly adheres to the label causing a blister.
WHEN DEFECT IS UNACCEPTABLE
The area of all blisters is greater than 100mm or
blisters are located outside of the centre.
WHEN DEFECT IS ACCEPTABLE
The total area of all blisters does not exceed
100mm and or the blisters are in the centre of
the label.
Continue to the next page
WHEN DEFECT IS ACCEPTABLE
Hairline splits, where the text is still legible.
WHEN DEFECT IS UNACCEPTABLE
The vinyl material is visible through the label
split. The label text is illegible.

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
2.7 Blisters on labels
Insuciently dried ink can bubble on the hot stamper surface during pressing, which then causes the
labels to stick to the stamper surface. When opening the pressing machine, the printed surface can
be torn o or the paper can split in layers resulting in blisters.
2.8 Torn label at the centre hole
The label is torn by the centre pin when it is inserted into the press.
WHEN DEFECT IS UNACCEPTABLE
The area of all blisters is greater than 100mm2
WHEN DEFECT IS ACCEPTABLE
The area of all blisters is up to 100mm2
WHEN DEFECT IS UNACCEPTABLE
The top layer of paper is torn o and a white area
is created.
WHEN DEFECT IS ACCEPTABLE
The tear may only be of a hairline nature. The top
layer of the paper must not be torn o. The tear
size is up to 5mm at the centre hole.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
2.9 Ripped print/surface on labels
Insuciently dried ink bubbles on the hot stamper surface during pressings and sticks to the stamper
surface. When opening the pressing machine, the printed surface can be torn o.
2.10 Label spots
Stains can occur on splattered records when some of the material gets on the label during the
pressing process. These are supposed to be rejected only if the information content is damaged or
the sum of the areas of the stain exceeds 1.5% of the label area.
1.5% of the label area = 100mm which can be imagined as a 10mm x 10mm square.
Continue to the next page
WHEN DEFECT IS UNACCEPTABLE
The tear in the edge of the label is larger than
3cm.
WHEN DEFECT IS ACCEPTABLE
The tear along the edge of the label may be no
more than 3cm in circumferential length. The
defect must not cause the text to be illegible or
missing.
WHEN DEFECT IS UNACCEPTABLE
The sum of the areas of all spots is greater than
100mm or the spots prevent the text from
being legible.
WHEN DEFECT IS ACCEPTABLE
The sum of the areas of all spots must not exceed
100mm . Texts must be legible.

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
2.11 Scratches on labels
The defect is caused by rough handling. The label is rubbed against the centre pin when removing
the record from the press.
2.12 Contamination of labels
Contamination can occur during handling or whilst packing the record to sleeves.
WHEN DEFECT IS UNACCEPTABLE
The top layer of the paper is damaged.
WHEN DEFECT IS ACCEPTABLE
The mark on the label surface has not damaged
the top layer of the paper. The total number of
aected labels does not exceed 10% of the run.
WHEN DEFECT IS ACCEPTABLE
Contamination is acceptable if the total
area is not more than 100mm and is
contained to the centre of the label.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
3. COLOUR EFFECTS
EFFECT #1 - SPECKLES/SPLATTERS
The base colour can be either solid or transparent, however for best results the splatters should
generally be chosen from the solid range of colours. You can use up to 3 splatter colours.
If using black or dark solid colours as the ase, these can absorb the splatter colours. For best results
we recommend light colours, ideally transparent as the base, with solid and or darker colours than
used on the base.
Please note that speckles can appear on top of the label artwork, obscuring it slightly, the tolerance
is 100mm2 total surface area aected, providing text is still legible.
EFFECT #2 - HALF / HALF
This eect can be made from a combination of both transparent and solid colours. Great for split
releases. The best combinations are two contrasting opaque, or two contrasting transparent colours.
However, most combinations should work well, so please discuss with your account manager.
Please be aware, on rare occasions there can be a sound quality disparity as playback crosses one
colour to the other.
EFFECT #3 - COLOUR IN COLOUR
Another two colour eect. This option produces a totally random eect on each side of the record.
Please be aware that we cannot guarantee that both colours will be visible on both sides of the
record. Also note that darker colours can dominate lighter colours, so we recommend making the
darker one the small central one. It is best to use a transparent colour for the outside and a solid
colour for the inside.
If you opt for two solid colours, the results are not guaranteed and could end up looking like side A/B
eect.
This eect is not available for 7” vinyl, unless you specically use a smaller centre label, otherwise the
eect can be hidden under the standard sized labels.
EFFECT #4 - SIDE A/ SIDE B
Also known as swirl, merge or mix. Along with splatters, this is by far the most popular eect and
gives a totally unique appearance for every single pressing. We generally advise that colours are
chosen from the solid range, but some transparent colours do work too!
If using this eect for 7” vinyl, we would recommend using smaller centre labels to ensure the eect
is as visible as possible.
EFFECT #5 - TRI-COLOUR (120° Segments or stripes)
This type of record can be made from any combination of both solid and transparent colours. The
three colours can be positioned as 3 x 120° (approx.) segments around the vinyl or as stripes.
As with a Half & Half eect, there can on rare occasions be a sound quality disparity as playback
crosses one colour to the other.
EFFECT #6 - QUAD
This eect uses two or three colours to create four segments around the vinyl. This type of record can
be made from any combination of both solid and transparent colours. If choosing 3 colours, please
specify the order and which colour will be used twice.
This eect can cause ne cracks or wrinkles to form on the label at the point of colour transition.
Not possible to add splatters.
Colours can merge at the transition. Again, on rare occasions there may be a sound quality disparity
as playback crosses one colour to the other.
EFFECT #7 - TWISTED STRIPE
Possible as a 2 or 3 colour option, this is an interesting and diverse eect, made by laying a twisted
snake like puck across any base colour.
It is recommended to use contrasting solid colours to make the eect stand out as much as possible, and
the size of the central stripe is dependent on the combination of colours used. It is not recommended
to use a solid base with transparent twist as the twist may not be visible on both sides of the record.
The eect may not always look like a small stripe across the record as some combinations of colours
will create larger, morphing and entangled shapes as the various colours cross each other.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
Not possible to add splatters.
Available on 12” only.
EFFECT #8 - MARBLE
A set range of striking colour combinations are available to produce this eect. Other colour
combinations may be achievable so please check with your contact to see if the combination of
colours you would like are possible.
Available on 10” and 12”.
EFFECT #9 - STARBURST
Similar in outcome to side the A/B eect or colour in colour, this eect is made by placing 3 pucks on
top of each other. It is possible to use combinations of solid and transparent colours, but we generally
advise solid contrasting colours to ensure all are as visible as possible.
Tip: Use a combination of primary colours which can mix to make even more colours.
This eect is not available for 7” vinyl, unless you specically use smaller central labels.
Not possible to add splatters.
EFFECT #10 - ECO MIX / LUCKY DIP
For those on a budget and/or who wish to minimise ecological impact, for the same price as black
vinyl you can have a completely Lucky Dip vinyl colour made using recycled materials!
What colour will it be? It’s impossible to say. You cannot request a specic colour and we cannot
predict it before it arrives on your doorstep! But we can tell you that the results are unique, not to
mention ecofriendly!
One of the most interesting aspects of the Lucky Dip vinyl colour option is that in most cases the nal
product will feature a marbled eect where it has been mixed with other colours.
EFFECT #11 - CORNETTO
This eect can have up to six wedges. For best results, we recommend a solid base colour plus solid
wedge colours, or a transparent base colour with transparent wedges though a contrasting darker
solid will work too.
We generally do not recommend choosing a solid base colour with transparent wedge colours.
Please be aware that the eect might only be visible on one side, and the other side will be random
and unpredictable.
If you choose a transparent base colour plus a solid wedge colour, the solid colour may ood the
transparent colour, especially if having ve or six wedges.
Not possible to add splatters.
EFFECT #12 - GALAXY
Very similar to our Marble/Smoke eect, except with deeper colour diusion due to increased
composite ratios used during production. It is not possible to have splatters on top of this eect; two
or three colours can be used though, and we advise contrasting colours for best results. We do not
recommend using a combination of transparent colours.
Not possible to add splatters.
Available on 12” only.
EFFECT #13 - SPINNER
A similar eect to Cornetto, here you will see three spokes which works best with a combination of a
lighter and darker colour; we advise a transparent base colour with solid or transparent spokes. If two
solid colours are used, the eect will not be visible enough from both sides.
You can add up to two splatters to the second colour (not the base colour).
Available on 12” only.
EFFECT #14 - TRIPLE-BUTTONS
Yet another two colour eect that again works best as a combination of a lighter colour and a
contrasting darker colour. The best colour combination to use is a transparent base with a solid
middle colour. It can also work with two transparent colours but it is important to use contrasting
colours. It is not recommended to use a solid base and transparent middle colour.
Not possible to add splatters.
Available on 12” only.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
EFFECT #15 - MOON PHASE
The nal two colour eect that yet again works best as a combination of a lighter colour and
contrasting darker colour; this one can also be adorned with additional splatter colours. It is not
recommended to use a solid body colour with transparent moons, or a solid base colour and solid
moons, as the eect will not be visible enough from both sides.
Available on 12” only.
EFFECT #16 - BUTTERFLY
Last of the three colour eects, it is essentially very similar to Quad, but with a thinner bulging centre
to give the impression of wings. A combination of solid and transparent colours can be used, we
recommend a light transparent base colour (body), with a darker second colour (wings). It is not
recommended to use a solid body colour with transparent wings, as the eect may not be visible
form both sides. You can have a maximum of two splatter colours added to the second colour (not
the base colour).
Available on 12” only.
EFFECT #17 - GLOW IN THE DARK
Glow in the dark (GID) vinyl is available as a #14 or #15 clear base with added GID pigment. The GID
pigment is a powder that turns the clear records milky white in the daylight, with a green glow in the
dark. When viewed against the light, it is possible to observe a lack of colour spill which is caused by
the luminous pigment. Added splatters are possible on this eect.
EFFECT #18 - CLOUDY
The cloudy eect oers a liquid like feel, which is created by merging a clear compound with two
other colours (transparent ones work best). The rst additional colour determines the overall colour
of the record and the second colour determines the cloudy look. Please discuss the combination of
colours carefully with your account manager.
Added splatters are possible on this eect.
COLOUR DISCLAIMER
Please be aware of potential audio problems when ordering #15 ultra-clear, #17 Slade Boot Silver
and #18 Gold Digger. There is a risk that problems, such as audible clicks, will be present on the nal
pressed vinyl (even if not present on test pressings, as TP’s are supplied on the black vinyl compound
only). The reason for this is down to the compound material of these colours. Much of the time these
issues can be disguised by the music, but we cannot guarantee this until the records are actually
pressed. It is a small risk but can happen and it is your risk to take.
EFFECT DISCLAIMER
Sadly, there can always be audible issues on coloured vinyl with eects. Compared to black and
frosted clear vinyl the colour compounds do have a degrading eect on audio quality and eects
can cause audible clicks or pops and added hiss/surface noise. Sometimes it can be the specic
combination of certain colours and eects that cause issues and it is not possible for us to know until
the records are pressed, unless we have done that specic combination before.
Because of the nature of coloured vinyl compounds homogenous or heterogeneous structure, in
cases of multicoloured congurations the combinations of dierent types of coloured compound
can mean the audio quality may be aected in random and unpredictable ways, this may also vary
across an entire run.
If in any doubt we recommend black vinyl for optimum sound quality.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
3.2 Etched vinyl
The etched area cannot be combined with audio so must be on a mirrored surface. A label must be
used on both sides of the record to prevent warping (a small one can be used on the etched side).
The etched surface is matt, and may have a patchy appearance.
3.3 Picture discs
RISKS AND RECOMMENDATIONS: : The vinyl record with a full or shaped label on both sides covered
by a plastic foil with pressed-in grooves. Two labels are used.
If recording is required on one side of the PD only, then there cannot be a “mirror” (smooth surface
without recording) on the other side, but there must be a “silent groove” (groove without signal).
The addition of a ‘silent groove’ is required even if the record does not cover the entire surface of
the record (prevention of label tearing, elimination of foil wrinkling and record curling). 12” PDs are
produced as heavy vinyl only. The PDs may show defects in the form of smudges (folded, wrinkled
foil).
Wrinkled foil occurs particularly in areas where there is no label between the foil and the compound.
If the legibility of the text is not aected or the label design is not signicantly deformed, this cannot
be the subject of a claim. Furthermore, as a result of the recording being made in a non-standard
material, this type of record may exhibit impaired acoustic properties, in particular increased noise
and crackling. These deteriorated acoustic properties cannot be the subject of a claim. Nor can a PD
record containing moiré be classied as defective, because the moiré eect is caused by interference
between the grooves on the foil layer and the printing grid of the label, which is printed by oset
litho printing with a CMYK colour model using standard grids (175lpi).
3.4 Picture discs with full-width labels
If they are to be oriented according to the customer’s wishes, they must be specied in order
(head to head).
3.5 Picture discs with shaped labels
The shape of the labels is limited. Please be aware that as the labels t on top of each other some
movement can occur between each side. The tolerance of mutual shift of labels is 5mm on the edge
of the label furthest from the centre. Production will try to limit this, but are not able to guarantee it.
Because we are not able to guarantee the exact position of both labels, if a clear or ultra-clear material
is to be used, we recommend that the label graphics on the reverse of the lead side, be matched in
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
colour to the face of the opposing label, which will help to minimise the visibility of label shift.
Some special records have a shaped label on one side and a circular label with a maximum diameter
of the inscribed circle (in the shape of the shape label) on the other.
3.6 Shaped discs
RISKS AND RECOMMENDATIONS: A record that is cut into various geometric shapes by milling. The
shapes of the record are determined by the customer through a drawn le. The minimum radius
of a shape/angle that can be used is 3mm. When determining the shape of the record, it is usually
necessary to base the record on a 12” or 10”, format, leaving intact a minimum diameter of 175mm
centric with a central hole (see following gure). In the case of a shaped PD, these are only produced
as 12” heavy weight vinyl.
3.7 Shaped picture discs
The semi-nished product for a shaped PD is PD with shaped labels, see section 3.5. In case of a variant
with two identical non-circular labels, these must be a minimum of 8mm smaller than the required
cut. The trimming is governed by the label on side A. Due to the tolerance of label positioning, this
means that the label on side B does not need to be centred to the trimming. This asymmetry in the
distance of the edge of the label from the edge of the record cannot be the subject of a claim. In case
of the variant with one shape and one circle label, the shape label must be 2-3mm smaller than the
required bleed. The trimming is governed by the shape of the label. These records are subject to all
the exceptions to the properties listed in Section 3.3. Also note that the record area limitations result
in a proportionately shorter playing time.
3.8 Shaped disc - classic disc
The blank for the moulded record is a conventional record (meaning not PD) of 10” or 12” size,
standard weight or heavy records.
3.9 Picture disc shape
RISKS AND RECOMMENDATIONS: : The records have degraded acoustic properties, for example
increased noise and crackling. Classical music or music with long quiet passages is not suitable for
this type of record.
The PD label must be at least 3mm smaller than the required shape. Only one-sided PDs can be
shaped, which always leads to deformation of the record. The shape of the label shall not contain
radii smaller than 3mm. The shape of the label should not contain narrow areas which risk cracking of
the label. The curvature of double-sided label records can be up to 5mm maximum. For complicated
shapes, the label prole must be tested by the pressroom technologist before the main production
is ordered.
NOTE: For the production of records according to 3.3 and consequently 3.7, TPs with white labels of
the shape corresponding to the order must be ordered and the main production must match the
sample production exactly, with no alterations or additional testing would be required.
Continue to the next page

www.discmanufacturingservices.com Tel: +44 (0)1752 201275 Email: info@discmanufacturingservices.com
Disc Manufacturing Services Limited, Second Floor, Prideaux Court, Palace Street, Plymouth, PL1 2AY | Registered in England & Wales no: 5127922 VAT no: 838 5310 21
STANDARD
Label does not contain ne detail.
POSSIBLE ISSUE
The label is too narrow and has cracked/split.
